
 当前位置:
当前位置: 热门产品
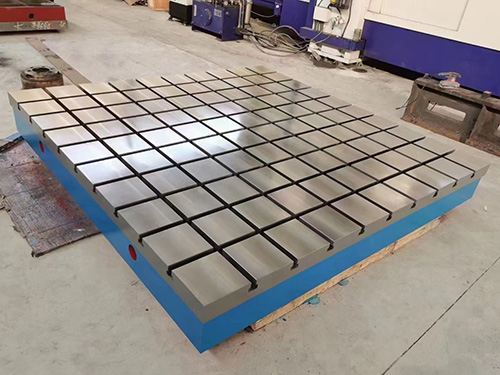








三维柔性焊接平台的准确性-在装配或焊接过程中,使用定位块、连接块、夹具和支撑块,可以准确定位工件,并将工件牢固固定在每个定位点或定位表面。无法定位的工件的可能性很小。如果工件本身的几何尺寸不准确,在初始加工过程中可以进行适当的检测和方便。
三维柔性焊接平台在焊接过程中只需要低防溅液即可避免3D工作台表面的焊接飞溅。实验平台经过及时处理和加工。通过模块设计的交换,您可以在短时间内完成复杂准确的工具组合。无论是制造单个零件还是组件,这种方法都非常经济。每个模块上的台面和网格孔使夹具,重复性高。
柔性焊接平台通过优良的组装技术,可组装成各种焊接夹具,满足用户对铸铁焊接平台夹具的要求。
维焊铸铁平台是其准确性和交换性。尺寸精度和形位公差的选择要求较高,孔间距公差±0.05,孔边距±0.05,孔距累积公差±0.1,平面度≤0.15mm/平方米,平行度≤0.1mm/平方米,侧面垂直于正面≤0.2/200mm,实际加工完成后,尺寸精度±0.02mm。
柔性焊接平台铸件的结构设计不仅要满足机械设备本身和加工工艺的要求,还要满足铸造工艺的要求。三维柔性焊接平台铸件的结构设计应注意以下几点:
1、三维柔性焊接平台铸件上的凸台部分与铸件本体没有太大区别。试着将几个靠近同一高度和表面的凸台连接到整个凸起部分。
二、三维柔性焊接平台铸件的局部厚段应尽可能采用挖空或铸孔结构,加强肋应适当加固。
三、三维柔性焊接平台应在起模方向设置铸件内外侧和加强肋的具体结构斜度。
4、三维柔性焊接平台铸件的内腔应力求铸造时不使用或少使用型芯。使用型芯时,应便于支撑、固定和排放砂,需要时应设置足够的工艺孔。
在冷却过程中,应尽可能收缩三维柔性焊接平台的铸件结构。
6、三维柔性焊接平台铸件的壁厚应均匀,以防止收缩孔和热裂纹。当需要固化条件时,应尽可能使其具有向一个方向变化的壁厚。当需要同时固化时,应尽可能使其具有相同的截面壁厚。
七、三维柔性焊接平台铸件墙与墙之间的连接应防止尖角和金属聚集,厚壁与薄壁逐渐过渡,防止突变,避免热节和应力集中,形成热裂纹、松动等。
八、减少三维柔性焊接平台铸造缺陷的倾向。
九、三维柔性焊接平台铸件平面壁上的铸孔采用凸边加固,减少壁厚
十、三维柔性焊接平台铸件内水路、气路等大面积夹层腔,应有多个连接柱。
三维柔性焊接平台应尽量避免铸件内水平面大。
十二、三维柔性焊接平台铸件的形状应力求简单,以便起模,应尽量使铸件分型面为平面,且数量较小。
江苏三维柔性焊接平台山东三维柔性焊接平台辽宁三维柔性焊接平台北京三维柔性焊接平台四川三维柔性焊接平台


公司名称:河北利娟工量具有限公司
公司网址:http://www.hblijuan.com
联系经理:张经理
客服热线:15231793288
公司地址:河北省沧州市泊头市交河镇封屯村


扫一扫
关注我们
Copyright © 2022-2023 http://www.hblijuan.com. All Rights Reserved 河北利娟工量具有限公司版权所有
冀ICP备2022007230号-1
